


製作の流れ
1.2Dデータの作成
イラレでデータ作成、svg書き出し * svg Scalable Vector Graphics
2.3Dデータ作成
CADエディタ(Tinkercad)にsvgをインポートし、3Dデータ作成、stl書き出し * stl Stereolithography
3.プリンタ専用形式にデータ変換
3Dプリンタ付属のアプリケーション(多分どのプリンタにもそれぞれあってドライバーみたいなイメージ)で.3wに書き出し* .3w XYZってメーカーの専用形式のファイルだと思う。多分
4.出力したものを表面を綺麗に調整する
3Dプリンタの積載面が凸凹しているのでサンドペーパーなどを使用して綺麗にする。(シリコンが入り込んでしまうから)ウエスで磨く。歯ブラシや歯間ブラシなどでやすりクズを除去する。エアダストで細部まで飛ばす。
5.馬をはめる
馬の後ろに強力両面テープを貼って(馬からはみ出ないように、シールに厚みがでないように)枠にはりつける。馬に指紋がつかないように綺麗に拭く。
6.レリーフをシリコン流すタッパーに設置
レリーフの背面に両面テープ貼ってタッパーに固定
7.シリコン
液体を混ぜ始めたら10分以内くらいに終わらせないといけないので緊張する。
8.シリコン型を抜く
壊れないように注意するのに中々取り出せなくてワー!ってなる。(不要部分のカット:基本発生しない)馬の背面は平面、貼り付けている型の部分は3Dプリンタの積載面で凸凹している。よって、ここににシリコンが流れ込んでしまうため、薄い幕ができてしまう。これを、馬型に添ってカッターで切り込み入れてそーっと剥く。
チョコレリーフ作成(3Dプリンタ)
svg

イラレで作ってパーツ毎にsvg保存する。
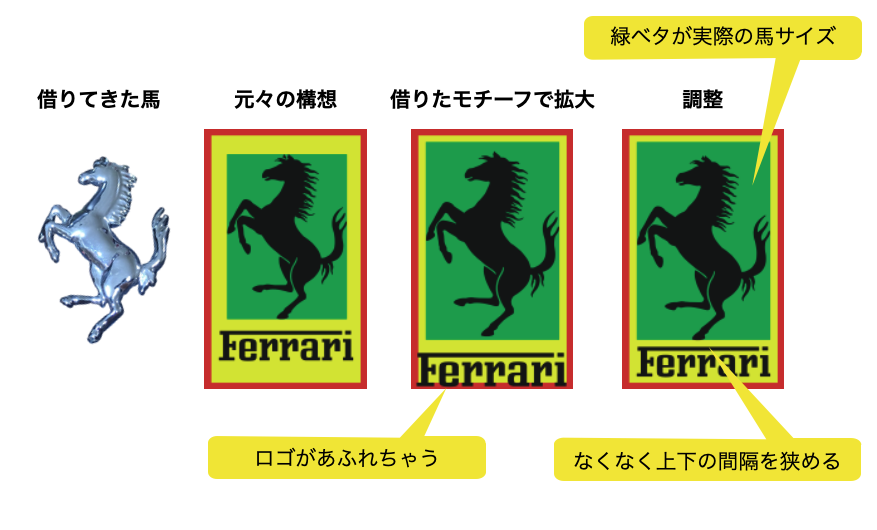
今回は馬のサイズありきでスタート。以前友人に自慢された跳ね馬のモチーフを借りる。
借りた馬のモチーフが奇跡的にアルフォート通常サイズに収まる!しかし納めたいサイズより少しだけ大きかった。
馬のモチーフとロゴの間隔を忠実にあけたかったけど、この馬のサイズでロゴを大きくしてしまうとアルフォートに収まらなくなる為断念。ロゴと馬の比率が本来のロゴより気持ち縮小。
ちなみに跳ね馬のモチーフは服のタグについていたという。 借り物を傷つけたり塗装を剥がしてしまったらいけないので加工用に同じもをメルカリで入手。

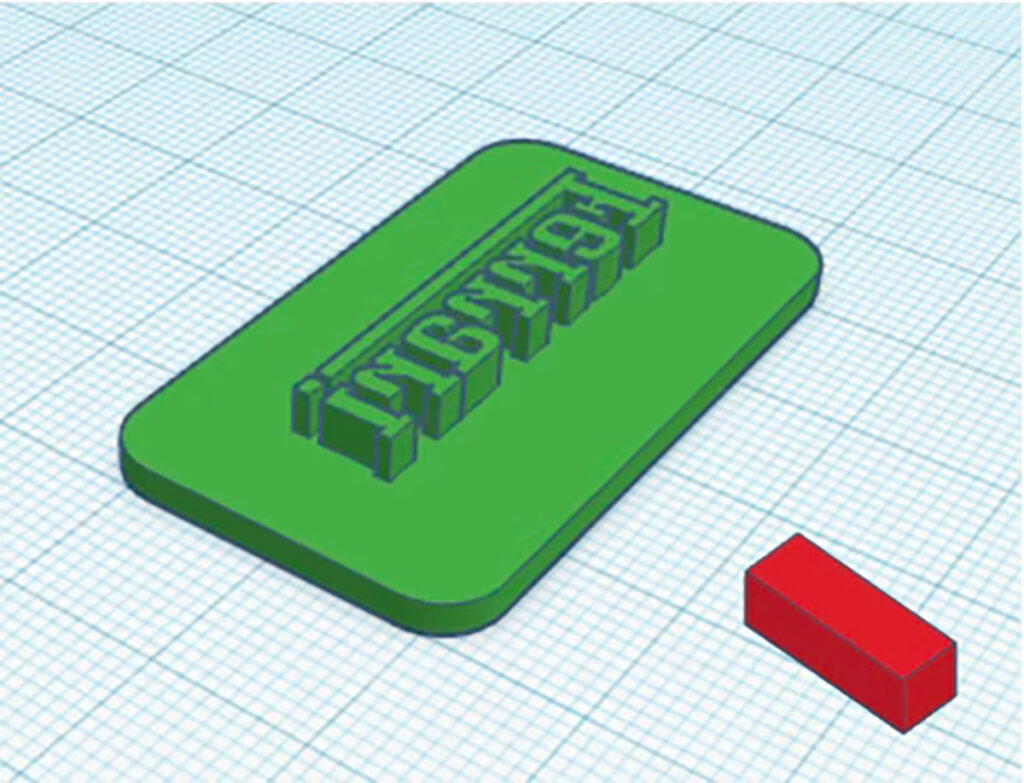
stl
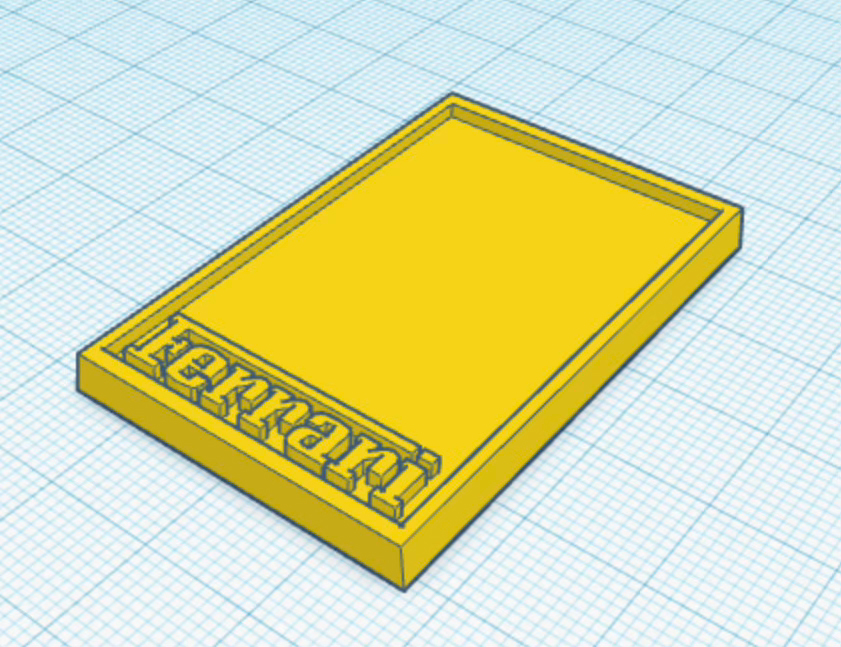
ロゴ部分を凸になるように積載
縦:53mm
横:33mm
高さ:4mm
ロゴ部分深度:1.5mm
枠幅:1.5mm
枠深度:1.5mm
背面高さ:2.5mm
ちなみに初稿は失敗。
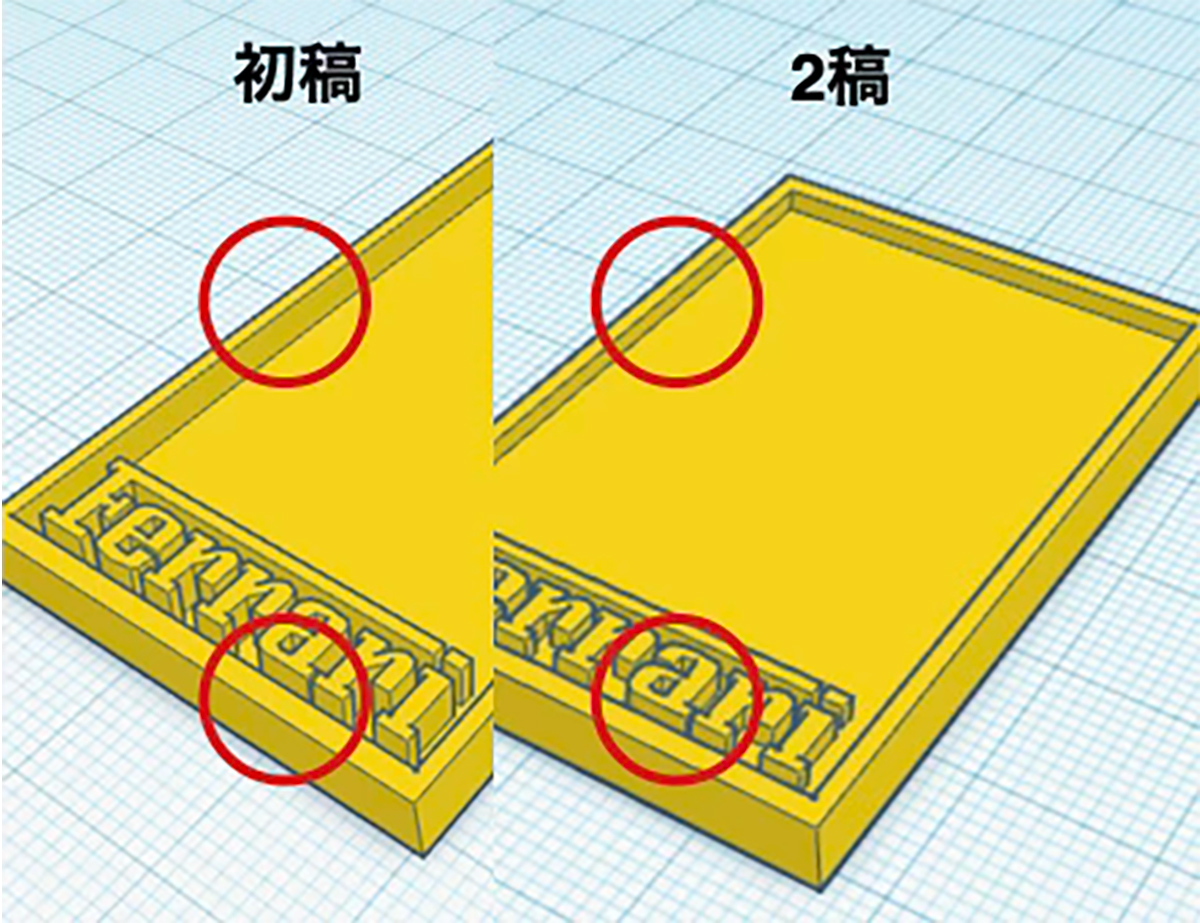
背面高さ:1mm
ロゴ部分深度を半分にしてその分を背面の高さに変更。
プリンター出力
文字が小さく、私のプリンターではうまく表現できないかも?

私所有のプリンタに限界を感じたのでFabで出力をしてみた。
Fabのはだいぶ綺麗に出力できていい感じ。
今回はFabで出力したものを使うことにした。
プリンタの質以外にも反省や学びがあった。
フィラメントをそのままにしておくと湿気る。
体積の膨張、強度の低下などかなり影響をうけます。
「外気に晒せばどんどん湿気を吸い、フィラメントにもよりますが、20日程度で飽和するようです。
PLAなんかは、最大で質量の1%が水になってしまうようですね。」まじかよ!半年間ほったらかしていたよ。
予防策としてフィラメント保管の際は密閉した容器に乾燥剤とともに入れて、湿度が低い日陰に置いておくと良いでしょう。との事なので漬物タッパーとシリカゲルを購入しました。フィラメントの具合が悪いと、切れる、つまるで機械に負担をかけ壊しかねないのでちゃんと保管する事にします。正直10回くらい「終わったな」という瞬間がありました。
がいろいろ分解してどういう構造になっているのか理解が深まりました。
調整
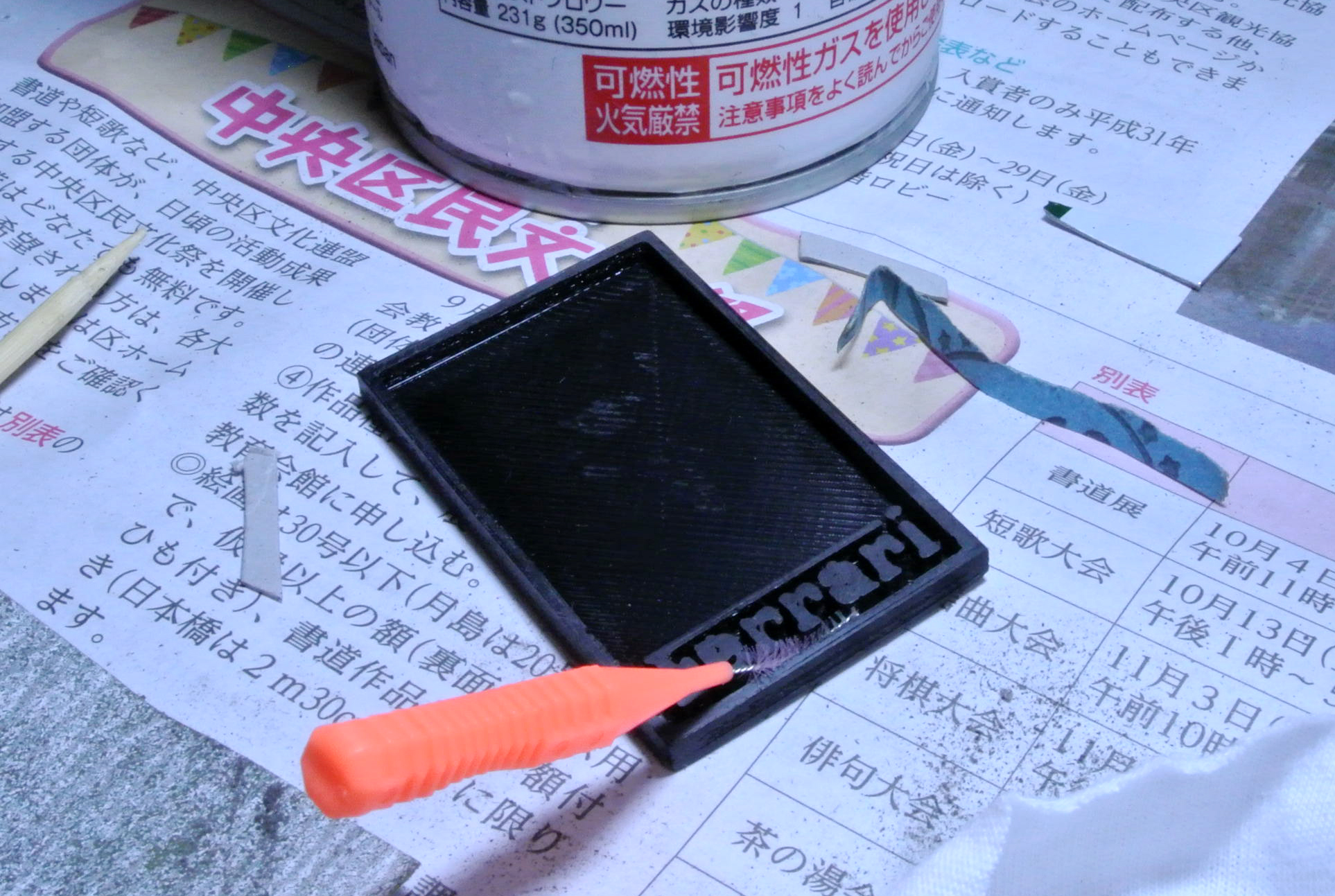
サンドペーパーとか
歯間ブラシとか
エアダスターと
ピンセット…
合体完成
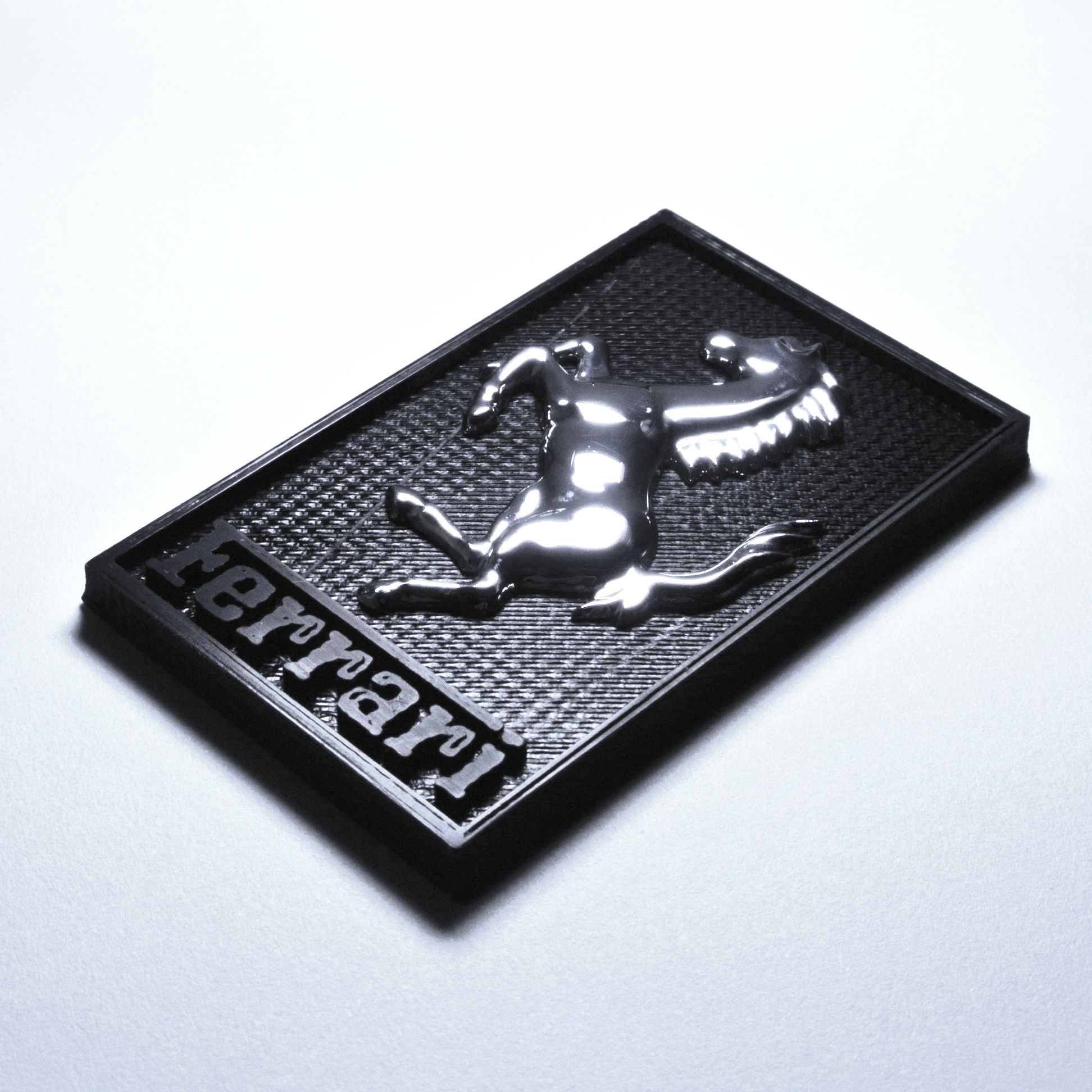
馬のモチーフをはりつける。
チョコモールド作成(シリコンパート)
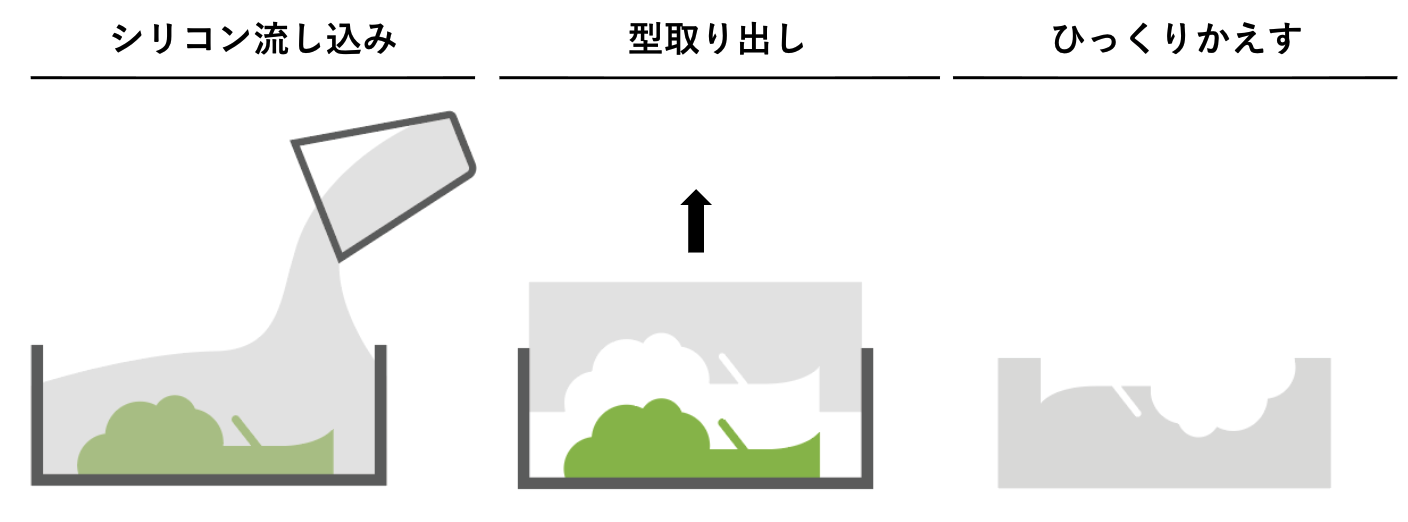
シリコン流し込み
A30gB30gをそれぞれ撹拌。
ABを混ぜて2分撹拌。
混ぜたものを細かい部分はヘラで線状にまとわりつかせて、全体に流し込む。
ABを混ぜ合わせるタイミングから10分以内に行う。
型取り出し
室温30℃シリコン60g、5時間で完全に固まってた。
温度が高い方が固まりが早いらしい。
ターッパーにプリップリのシリコンがビッチビチにハマってるわけだし、背面に両面テープ張り付いてるから、抜けないのなんの。
ひっくりかえす
ひっくり返すからぁ、モールドは反転したものをつくらないといけない。レリーフは原型。頭こんがらがる。
完成

なんかもうかわいいじゃないか!
こちらももちろん一発でうまくはいかず、何度もやり直した一例。

初めてのわりには気泡も入らずシリコンのできは悪くない。
しかし、やはりレリーフの背面の高さがたりない。(初稿レリーフ)
シリコンを入れた容器は大きく、シリコンの無駄使い。
A70gB70g合計140g
ビスケットモールド作成(3Dプリンタ)
svg
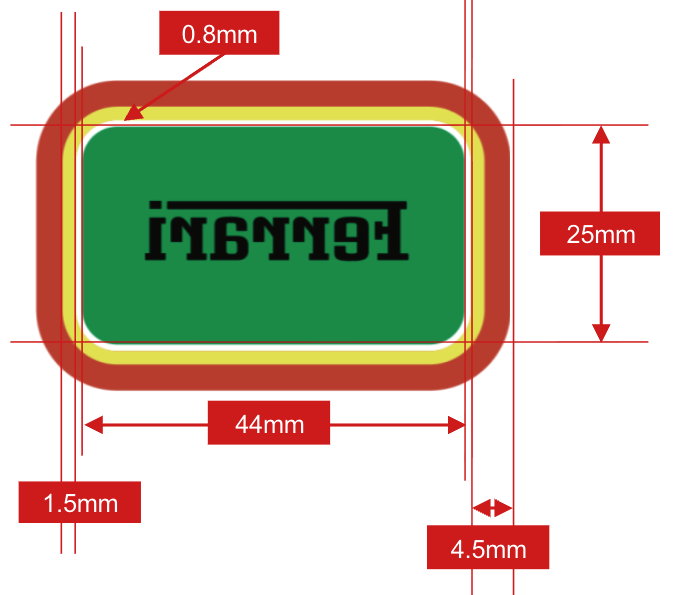
0.8mmの隙がウチのプリンタではちょうどいいかなぁ
stl
外枠用
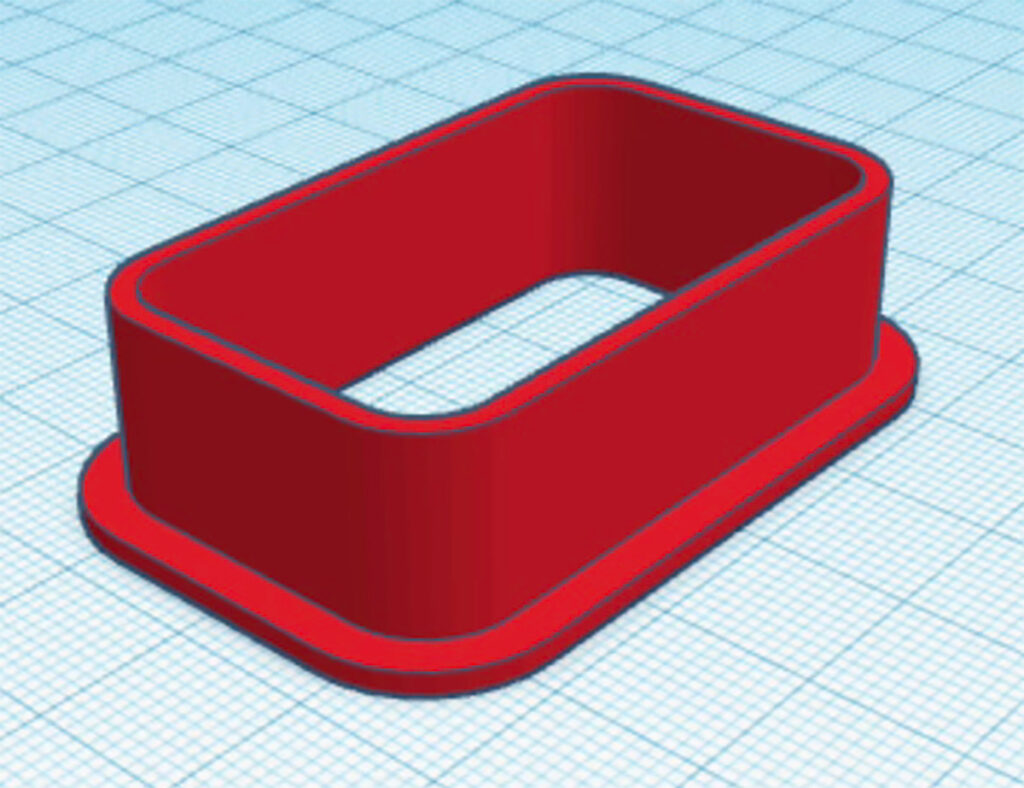
外枠高さ:1.5mm
中枠高さ:13.5mm
全体高さ:15mm
枠だけだとぼよんぼよんになるので強度の為に外枠つけます。
内枠用
背面高さ:2mm
ロゴ凸部分高さ:3mm
合計高さ:5mm
つまみ高さ:8mm
※生地は5mm厚さで伸ばすので3mmの押し込みになる。
外枠-(生地+中押し型背面) → 15-(5+2)=8mm
これだと外枠と押し込んだ時つまみの高さが平行になるので押し込み具合がわかる。
出力完成

使用したもの
チョコレリーフ&クッキーモールド
3Dプリンター(ビスケット)
XYZプリンティング 3Dプリンター
ダヴィンチ Jr. 1.0
多分50,000円くらい
今このモデルはもう生産されてないのかな
フィラメント(ビスケット)
専用のフィラメント
材質:PLA樹脂
直径:φ1.75mm
カートリッジ1個4,000円くらい。
1回でそんなに使用しているイメージはない。
かわいい色のフィラメントほしい
3Dプリンター(チョコ)
Lepton2 3Dプリンター
多分10万円強
自分の持っているプリンターの性能よりいいので、細かい文字が綺麗に出力される。
LIFULL Fabのマスターに出力してもらいました。
タッパー&除湿剤
反省して購入した。
作業が終わったらフィラメントはアンロードし、必ず箱から外して湿度から守れるところにしまう事!
チョコレリーフ成形

- 精密ヤットコ
- ピンセット
- 歯間ブラシ
- ウエス
- サンドペーパー
- 新聞紙
- エアダスター
チョコレリーフ成形(シリコン)
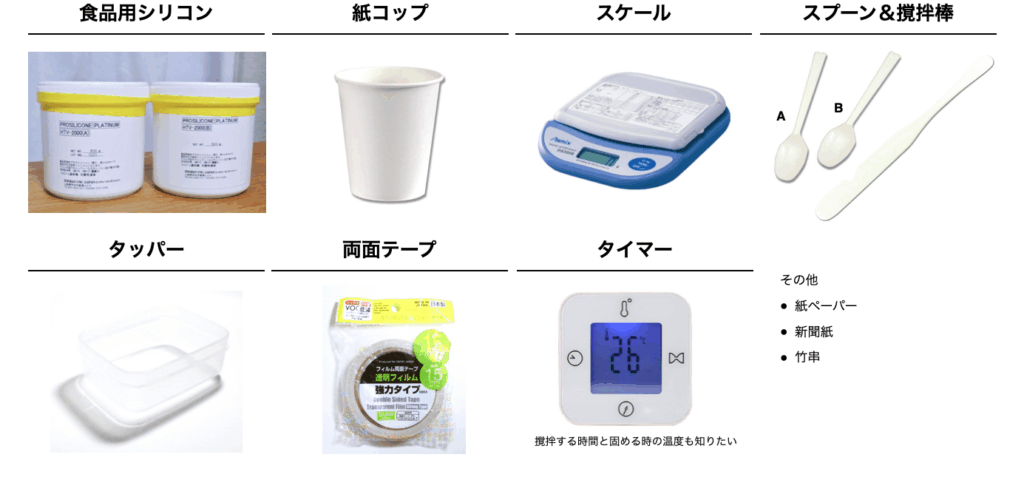
- 食品用シリコン エングレービングジャパン
HTV-2000
硬さ:柔らかめタイプ
A500g,B500gで3,000円くらい。
使用したのは30gづつくらい。 - 紙コップ
- スケール
- スプーン&撹拌棒
- タッパー
- 両面テープ
- タイマー
- 紙ペーパー
- 新聞紙
- 竹串
続く